
BF 20 mit abgestürzter Z-Achse (künstlerische Rekonstruktion)
(Zum Vergrößern auf das Bild klicken)
Ein
Nach mehreren Wochen Stillstand sollte die BF 20 mir bei einem aktuellen Projekt behilflich sein. Die Inbetriebnahme ist in diesem Fall immer dieselbe: Erst einmal alle Gleitflächen einölen und dann die Referenzfahren, beginnend mit der Z-Achse, vornehmen.
Dort irgend etwas ist diesmal nicht normal: Die Maschine überfährt den Referenzschalter und fährt auf Block. Das ist für die kleine Maschine normalerweise zwar unerwünscht, aber nicht kritisch. Trotzdem wird schnell der Not-Halt betätigt, um das jämmerliche Jaulen des Motors zu beenden. Nach dem Neustart der Steuerung wird erst einmal der Referenzschalter getestet. Mit einem Schraubenschlüssel löst er, wie gewünscht, zuverlässig aus und wird von der Steuerung erkannt. Jetzt wird die Achse vorsichtig im Handbetrieb verfahren, erreicht aber den blockierten Zustand, schon bevor der Mitnehmer den Referenzschalter erreicht. Was ist hier … Rumms.
Im freien Fall saust der 40 kg schwere Z-Schlitten aus der höchsten Position nach unten und rammt das Spannzangenfutter mit einem häßlichen Geräusch auf den Schraubstock.
Die korrekte Vorgehensweise nach einem solchen Ereignis ist:
Die Maßnahmen 3—5 habe ich allerdings vor Schreck vergessen.

Ein solcher Absturz läßt das Schlimmste befürchten:
Der Pinolen-Vorschubhebel war während des Absturzes ausgekuppelt. So ist diese Verzahnung noch funktionstüchtig, und die Z-Achse kann mit dem Pinolenvorschub mithilfe einiger Unterlegplättchen aus Holz und der Z-Achsen-Klemmung vorsichtig etwas nach oben gepumpt werden.

Das Spannzangenfutter läßt sich noch ganz normal mit der Abdrückstange abdrücken. Eine Befürchtung hat sich also nicht bewahrheitet.
Jetzt läßt sich auch der 40 kg schwere Fräskopf zur weiteren Schadensaufnahme abnehmen. Ein Blick hinter den verbleibenden Z-Schlitten zeigt einen traurig herausragenden Wellenstumpf.
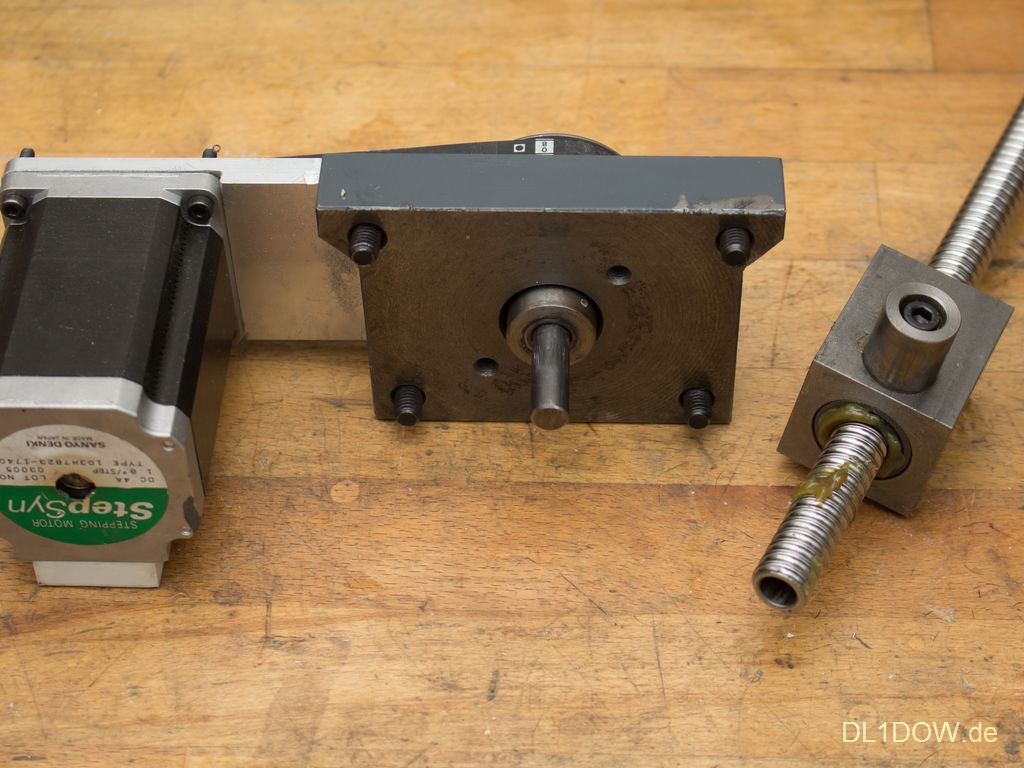
Genau wie bei der Y-Spindel war das Wellenende in die Spindel eingeklebt, und diese Klebung hat sich —mit dem bekannten verheerenden Ergebnis— gelöst.
Vor der Ursachenforschung steht die weitere Schadensaufnahme.
Für die weitere Schadensaufnahme (Vermessung der Geometrie) wird eine funktionierende Z-Spindel benötigt.

Beim CNC-Umbau sind an der Z-Achse keine Änderungen vorgenommen worden, die den Rückbau auf den ursprünglich verbauten Kurbeltrieb erschweren. Dieser ist auch noch vorhanden.
Nach dem Rückbau auf Handbetrieb der Z-Achse habe ich zumindest immer noch eine ausgezeichnete Koordinatenbohrmaschine.

Eine grobe Vermessung bringt keine inakzeptablen Beeinträchtigungen der Maschinengeometrie zu Vorschein: Der Rundlauf des Morsekegels der Hauptspindel, des Spannzangenfutters und selbst der Spannzangenmutter und der beim Absturz eingesetzten Spannzange sind noch akzeptabel. Die Ausrichtung der Z-Achse zum Maschinentisch wurde nicht beeinträchtigt. Glück gehabt. Wie lange die Hauptspindellager noch leben werden, wird sich zeigen. Laut geworden sind sie noch nicht.
Daß der Schaden verhältnismäßig gering ausgefallen ist, liegt vermutlich daran, daß vor dem Absturz die Pinole ausgefahren und geklemmt war. Der Pinolenvorschub war ausgekuppelt.
Nach dem Absturz war die Pinole komplett eingeschoben. Die Pinolenklemmung hat also als Reibdämpfer gewirkt und den Rest der Maschine vermutlich gerettet. Daß sich das Spannzangenfutter aus dem Morsekegel mit der Anzugstange abdrücken lies, ist zumindest ein gutes Zeichen.
Die Z-Spindel ist beim Fall nirgendwo angeschlagen und folglich nicht verbogen. Einer Komplettreparatur steht also nichts im Weg.
Die Spindelaufnahme an der Z-Achse ist nicht die erste versagende Klebestelle des CNC-Umbausatzes (zum Defekt der Y-Spindel siehe hier).
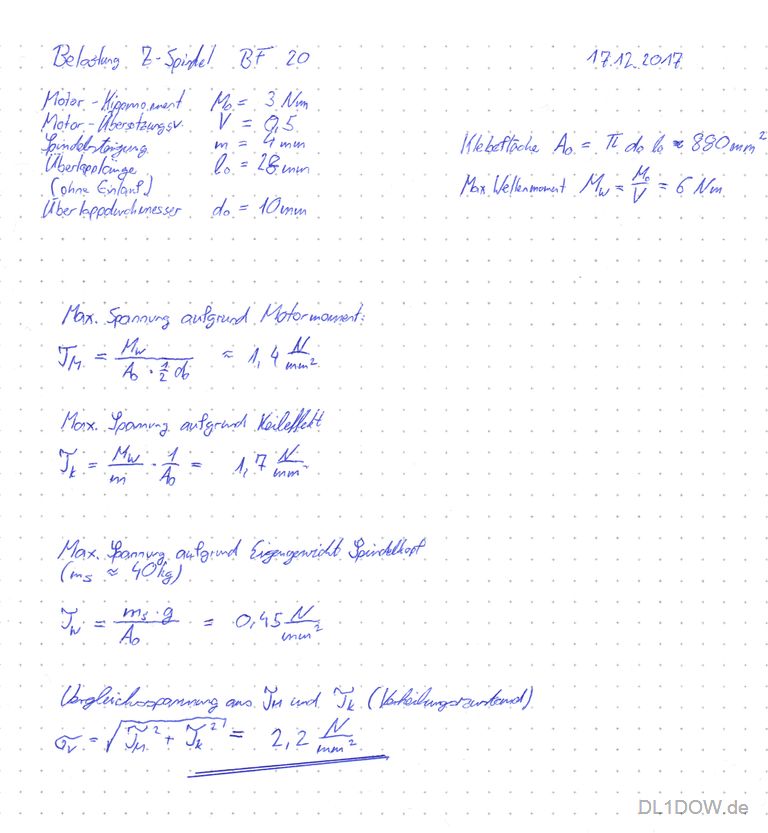
Dies wirft natürlich Fragen nach der Auslegung der Klebestelle auf. Alle weiteren Überlegungen zur Auslegung der Klebestelle beziehen sich auf den Klebstoff „Loctite 603 Fügen Welle-Nabe“, der am häufigsten für diesen Anwendungsfall eingesetzt wird.
Die Klebestelle wird aufgrund der Bauform rein auf Schub (ohne Schälanteil) belastet. Das sind für eine Klebung ideale Bedingungen. Eine kurze Überschlagsrechnung zeigt: Die Klebestelle ist in Hinblick auf die Standardbelastung richtig ausgelegt. (Der obengenannte Klebstoff bietet laut Datenblatt eine Grundscherfestigkeit von ≥22,5 N/mm².)
Für den Überlastbereich liegt die Festigkeit der Klebestelle in der gleichen Größenordnung wie die Zugfestigkeit des inneren und des äußeren Wellenstummels. Auch das ist sauber ausgelegt.
Der Klebespalt ist ein strammer Schiebesitz. Das ist für den genannten Klebstoff in Ordnung.
Die Auslegung der Klebung ist einwandfrei. Damit kommen nur noch zwei mögliche Schadensursachen infrage:

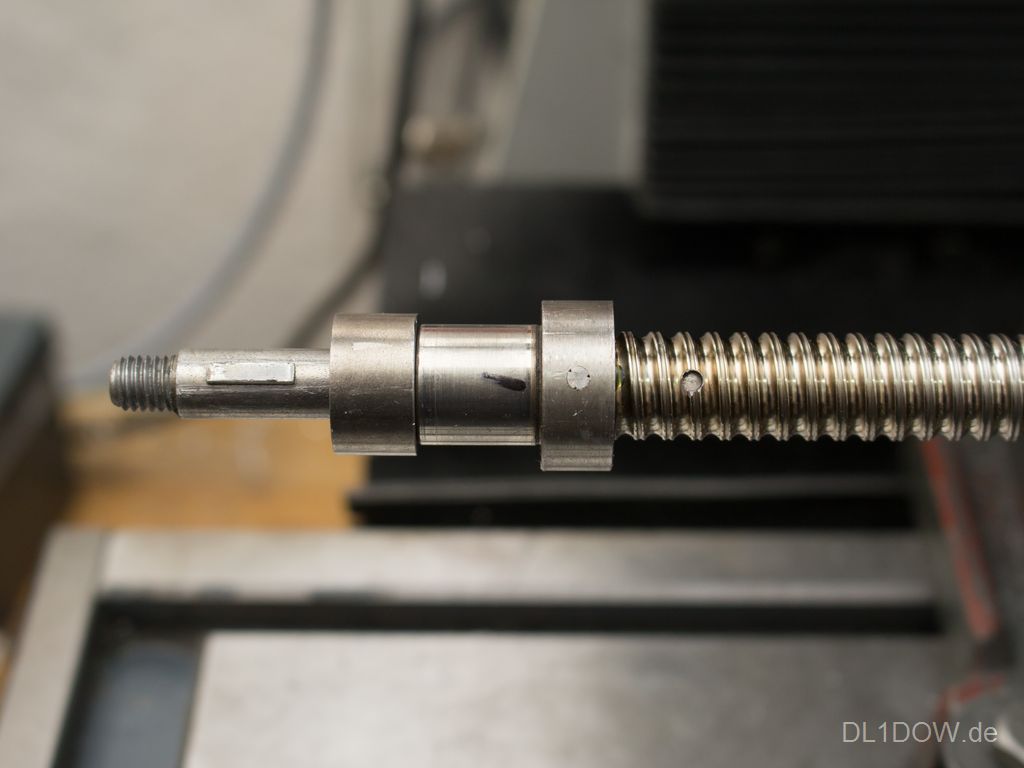
Praktischerweise befindet sich eine exakt gleich ausgeführte Klebung am anderen Spindelende: Der Wellenstummel am unteren Wellenende ist auch eingeklebt.
Schnell wurde ein einfacher Fallhammer gebaut, in den unteren Wellenstummel ein Gewinde M8 eingebracht und in den oberen Wellenstumpf ein Ersatz-Wellenstummel mit (überlagertem) Loctite 603 eingeklebt. Nach 24 Stunden erfolgte der Ausziehversuch mit dem Fallhammer: Die Welle wurde Kopfüber (d.h. mit dem originalen Wellenstummel nach oben) aufgehängt und der Fallhammer konnte sein unheilvolles Werk verrichten: Schon nach zwei kräftigen Schlägen löste sich der Original-Wellenstummel.
Schwieriger war es, den Ersatz-Wellenstummel auf der anderen Seite zu lösen. Nach dem neu-Einkleben des unteren Wellenstummels war viel Arbeit mit dem Heißluftgerät und dem Fallhammer nötig. Diese Arbeit gab mir viel Vertrauen in eine sauber ausgeführte Klebeverbindung zurück.
Die eigentliche Reparatur der Spindel ist dann der kleinste Teil: Die Klebestelle wird innen und außen mit Mini-Drahtbürsten und mit Aceton gereinigt und der Wellenstummel wieder eingeklebt.
Nach der Trockenzeit von 24 Stunden und trotz meines wiedergefundenen Vertrauens wurde die Klebeverbindung mit einem Paßstift in den ungenutzten oberen 15 mm des Spindelgewindes gesichert. Hier kam die interimsmäßig wiederhergestellte Z-Achse der BF 20 gelegen: Trotz ihres Zustands ist sie meine genauste und steifste Bohrmaschine. Wenn man mit einem spröden VHM-Bohrer in ein gehärtetes Gewinde bohrt, weiß man das zu schätzen.
Praktisch schwächt die Paßstiftbohrung die Spindel als Ganzes, da der tragende Kern verkleinert wird und eine Kerbe bekommt. Er dient mehr dem Wohlgefühl, daß ein Absturz aufgrund der Klebestelle nicht wieder vorkommen kann.
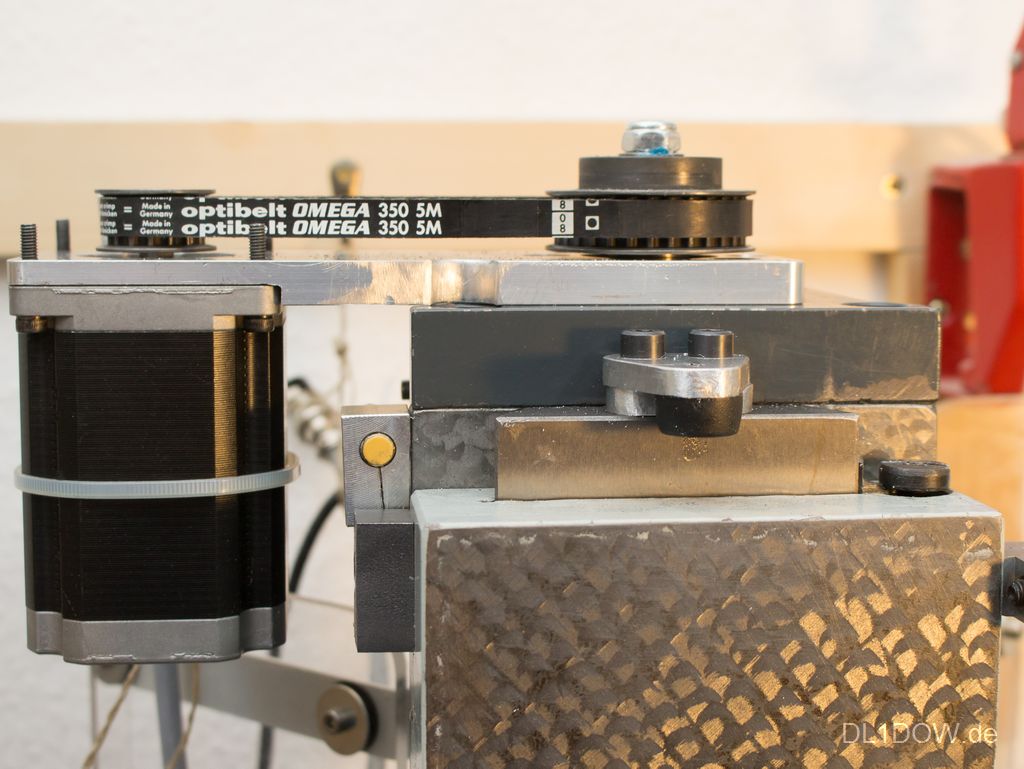
Bei der Suche nach der Schadensursache zeigte sich eine Schwachstelle der Maschine: Wird der Endschalter überfahren, ist das Anschlagen des (eckigen) Spindelmitnehmers in der runden Aussparung der Z-Säule faktisch der mechanische Endanschlag der Z-Achse nach oben. Der mechanische Endanschlag kommt zwar nur in zwei selten vorkommenden Fällen zur Wirkung:
Trotzdem sorgt ein neuer Endanschlag mit Polymerpuffer für das gute Gefühl, eine komplexe Maschine wieder ein Stückchen sicherer gemacht zu haben.